
Injection Molded UHMW Drag Paddles for Grain Handling
The Project: Independent Testing of DPI’s Injection Molded UHMW Components Before making the switch from extruded, machined plastic drag paddles to injection molded UHMW paddles as a cost saving measure, our customer...
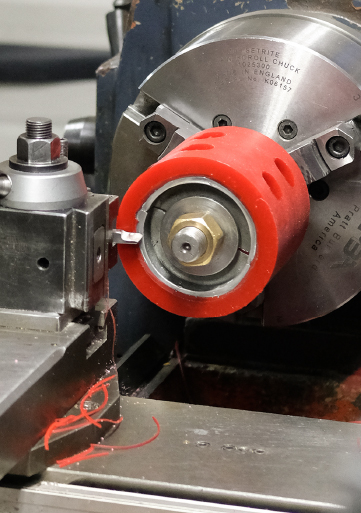
Injection Molded UHMW Rollers for Car Wash Equipment
Results of Independent Test Report Help DPI Secure Contract with Top Car Wash Equipment Manufacturer The Project: Optimizing Part Performance and Supply Chain Efficiency When evaluating options for plastic rollers used in their...
Converting Metal into Plastic
The Client Challenge Engineers at a large manufacturer of agricultural equipment, were tasked with examining each part in the equipment and reducing costs — without sacrificing product life or durability. The...
Deer Island Wastewater Treatment
The Project: The Deer Island treatment plant, operated by the Massachusetts Water Resources Authority, is the public wastewater treatment facility for the city of Boston. The plant was undergoing an extensive...
Cost Reductions through Process Improvements
The Client Challenge Spectrum Products was sourcing multiple parts and components from multiple sources. While it was getting quality products, the process was inefficient and expensive — especially on some of...
OEM Wear Strip Solution
The Client Challenge Wear strips were needed for a sliding filter belt. In this particular application, a vacuum is applied from the underside of the assembly, through the filter belt and...
Snow Grooming
The Client Challenge Yellowstone Track Systems is an innovative manufacturer of snow grooming systems for cross-country ski and snowmobile trails. It is also a growing Wyoming company whose product is in...